誠信立業(yè)??品質為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

塑料超聲波焊接的發(fā)展
塑料超聲波焊接技術于1956年由美國瓊斯等人提出�����,在上世紀60年代�,美國、瑞士��、日本�����、英國�、西德以及蘇聯(lián)等國便開始研究這種焊接技術并開始投入實際應用。因為塑料的焊接需要較大的功率���,而且直至近二、三十多年塑料才大量應用于實際工程和日常生活��,所以只是近十幾年來����,隨著基礎電子工業(yè)的發(fā)展以及大功率換能器的研制成功,超聲波塑料焊接才逐漸發(fā)展起來。
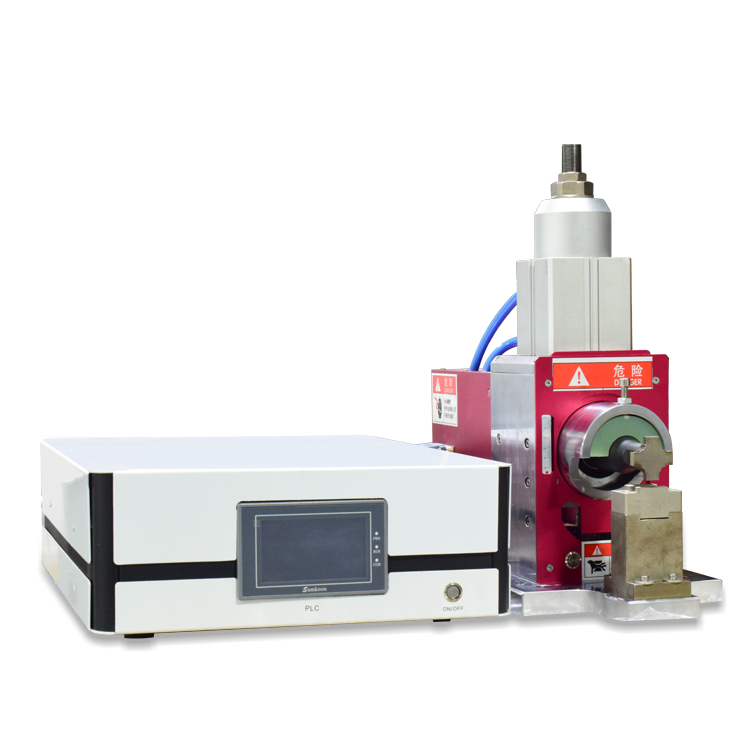
超聲波塑料焊接��,也稱超聲波塑膠熔接���,臺灣地區(qū)多采用“超聲波”��、“熔接”和“塑膠”的說法����,大陸地區(qū)多稱“超聲波”�����、“焊接”和“塑料”���,其表達含義相同��,本文采用“塑膠超聲波焊接”的說法����。超聲波焊接裝置是機電一體化的焊接裝置��,主要由超聲波發(fā)生器��、控制電路系統(tǒng)、聲能系統(tǒng)(換能器����、變幅桿、焊頭)以及傳動系統(tǒng)等組成�。
超聲波發(fā)生器將50Hz的工頻電流轉化成(20~50)kHz或其他頻率的超聲頻電流,用以激勵聲學系統(tǒng)���;聲學系統(tǒng)將電能轉化成同頻率的機械振動���,然后經(jīng)過振動系統(tǒng)變幅桿及焊頭將振幅放大到15~60um,通常在壓力的作用下,經(jīng)過0.5~1.5s的焊接時間后塑膠件的焊縫處得到超聲頻的機械能���。超聲振動導致焊接表面凹凸交變變形�,這種微觀不平通過塑膠分子間的摩擦將振動轉化為熱能�����,并熔化這些凹凸點�����,使之流動并形成一定厚度的融化層�����,經(jīng)過一定的保壓時間���,熔化層形成焊接接頭���。
塑膠超聲波焊接適合焊接熱塑性塑料,該材料在熱的作用下可產生塑性變形���,并可經(jīng)過較短時間的冷卻重新恢復固態(tài)�。熱固性塑料工件不會因高溫和壓力的作用而產生變形�,所以無法進行超聲波焊接。熱塑性塑料的焊接最初采用的是高頻塑料焊接(HF)方法�,此種方法速度、功率均能令人滿意���。但是因為可焊性的原因���,聚丙烯等多種材料并不適合采用此種方法。
為了適應各種性質不同�����、形式不同的材料,塑膠超聲波焊接機的功率從幾百瓦到幾十千瓦�,換能器和變幅桿的形狀結構也各不相同,研究的方法也各有千秋��。
超聲波焊接的種類分為點焊����、環(huán)焊、縫焊及線焊�,也可以按照焊頭接觸面到接頭的距離分為遠程焊和近程焊。近程焊是指塑件接口部分與電極臂端部的距離在6mm以內����,超過此距離的焊接稱為遠程焊接。非結晶性硬質塑料����,如PVC、PS�、ABS和PMMA等,通常對超聲波能量具有良好的透射率��,高頻振動能經(jīng)過較長的距離傳輸?shù)浇涌趨^(qū)域����,使材料發(fā)熱熔化,互相滲透而牢固結合�,因此這些材料在近程或遠程均具有良好的焊接性能。而半結晶性塑料具有較強的消聲作用�����,高頻振動在PA(尼龍)��、PP(聚丙烯)���、PE(聚乙烯)和POM(聚甲醛)等半結晶性塑料中傳輸時�,超聲波能量衰減很快���,因此半結晶性塑料只適合于近程焊接�����。彈性及軟質塑料具有更強的吸聲作用�����,對它們進行超聲波焊接不是很有效���。
由于塑膠超聲波焊接應用的范圍不斷擴展����,為了解決許多聲發(fā)射特性較差的材料的焊接問題����,許多新型的振動模式得到了發(fā)展,如扭曲����、橫向、縱向-橫向�、扭曲-縱向、扭曲-橫向等振動模式�����。